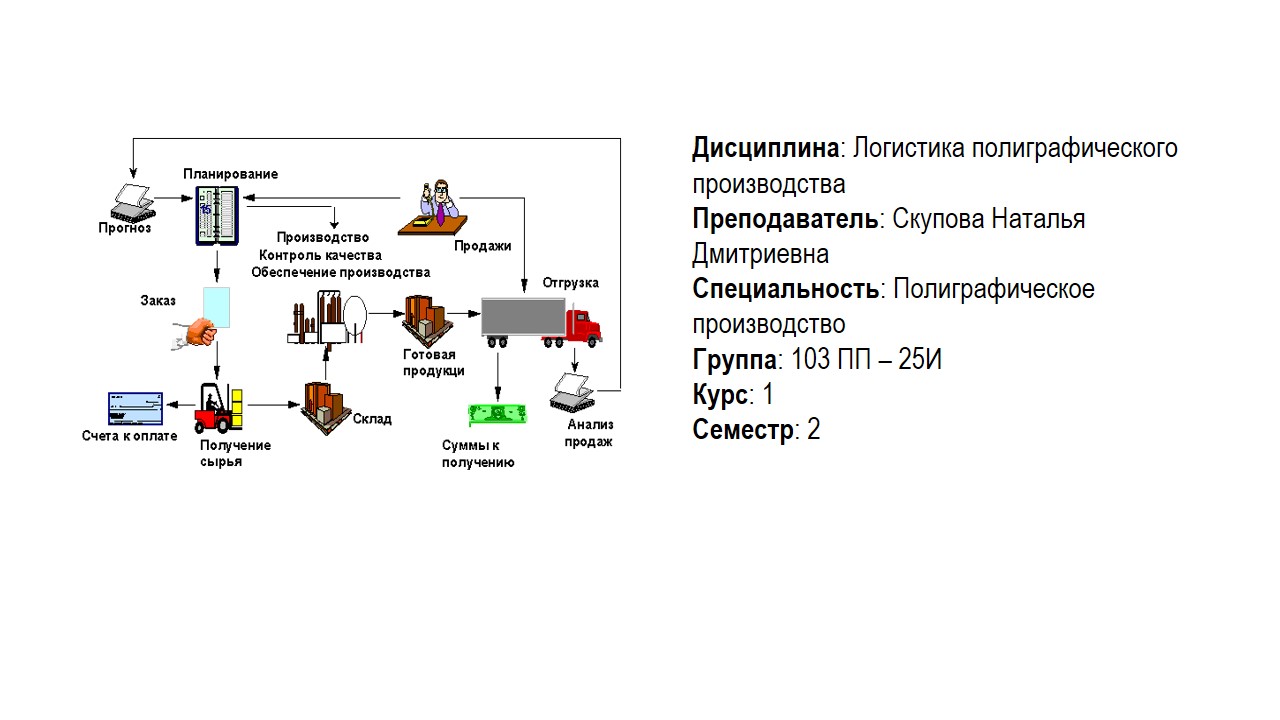
Современная логистика - уникальная область экономики и человеческой деятельности. Новые эффективные черты логистика обрела в связи с тем, что традиционные сферы ее применения сливаются воедино, образовывая интегрированную логистику. Она охватывает и объединяет в целостный процесс такие виды деятельности, как информационный обмен, транспортировку, управление запасами, складским хозяйством, грузопереработку и упаковку.
В прикладном значении логистика предприятия все в большей степени рассматривается как интегрированный процесс, призванный содействовать созданию потребительской стоимости с наименьшими общими издержками.
- Учитель: Наталья Скупова
Изучение дисциплины «Основы полиграфического производства» необходимо для представления взаимосвязанных процессов по производству полиграфической продукции, о полиграфическом оборудовании, изучить издательско-полиграфическую терминологию.
Знание этой дисциплины способствует более эффективному изучению последующих специальных и профессиональных дисциплин.
- Учитель: Наталья Скупова

Дисциплина История России
Преподаватель Пашко Л.В.
Группа 103ПП-25И
Семестр 1 семестр
Форма ПА Зачет
- Учитель: Лилия Пашко

Здравствуйте уважаемые студенты!
Курс состоит из четырех разделов:
- Знания о физической культуре
- Легкая атлетика
- ВФСК "ГТО"(подготовка, правила и техника выполнения норм)
- Волейбол
- Учитель: Сергей Демин
- Учитель: Галина Попова
|
Дисциплина |
Прикладная математика (группа 103ПП-25оз) |
|
Преподаватель |
Сюсюкова Елена Владимировна |
|
Группа |
103ПП-25оз |
|
Семестр |
1 семестр 2025-2026 |
|
Форма промежуточной аттестации |
зачет |
- Учитель: Елена Сюсюкова